Ремонт шатунов двигателя
- Строгое соблюдение сроков
- Качественный результат
- Высокий уровень сервиса
Ремонт шатунов двигателя в Москве
Необходим ремонт шатунов двигателя? С радостью поможем! Большой опыт, передовое оборудование и профессионализм персонала позволяет выполнить все необходимые работы в короткие сроки и по низкой стоимости. Обращайтесь!
С принципом работы кривошипно-шатунного механизма (КШМ) знакомят еще в школе, а теорию работы КШМ изучают сейчас в колледжах и университетах. Эффективное преобразование поступательного движения во вращательное занимает человечество практически уже более одной тысячи семьсот лет и столько же времени не меньший интерес вызывает у людей и разработка технологий ремонта КШМ, в частности, шатунов как одной из самой нагруженной детали.
О ремонте шатунов написано много монографий, книг и статей в СМИ. Компания Мотортехнология имеет большой и положительный опыт восстановления шатунов от различных двигателей и мы хотим познакомить наших будущих потенциальных заказчиков с технологиями и специальным оборудованием, которые применяются в нашем сервисном центре.
Ремонт или покупка нового шатуна?
При капитальном ремонте двигателя всегда встает вопрос об экономической целесообразности его проведения. Из мировой практики известно что, если стоимость капитального ремонта агрегата, узла и т.п. составляет 50…75% от стоимости нового изделия и при этом обеспечивается 100% ресурс работы от нового, то такой ремонт считается экономически рациональным. Однако, это общеизвестные постулаты, а конкретнее нужно смотреть фактические цифры….
Для проведения анализа мы взяли розничные цены (средние по г. Москве) на новые шатуны отечественного и импортного производства, а также стоимость по прайс-листу нашего сервисного центра на обязательные операции по ремонту шатунов, которые обеспечат их нормальную работу в эксплуатации. По данным можно сделать заключение, что ремонтировать шатуны от малолитражных моторов (типа ВАЗ 2112) нецелесообразно, так как цена их ремонта сопоставима со стоимостью новых (исключение может составлять только тюнинг или же реставрация). Восстановление шатунов от моторов среднего и большого литража является актуальным и экономически целесообразным, особенно, если взять во внимание «мягко говоря» российское качество шатунов, поступающих в запчасти. Более интересная ситуация получается с шатунами от импортных двигателей, восстановление которых составляет всего лишь 21…38% от стоимости новых.
В заключение, следует отметить, что наибольший экономический эффект получается при восстановлении шатунов от моторов большого литража как отечественного, так и импортного производства.
Перед тем как восстанавливать какую-либо деталь нужно знать не только технологию ее изготовления, допуски на размеры и отклонения от формы, но и условия ее работы в эксплуатации (действующие нагрузки).
Краткая небесполезная информация
Для серийного производства шатунов используют технологии:
- литье в кокиль (специальные высокопрочные чугуны) – позволяет получать шатуны сложной формы;
- штамповка из легированных сталей – обеспечивает повышение прочностных характеристик шатунов, имеет в сравнении с литьем более высокую производительность, но применима только для шатунов «простой» формы;
- спекания порошкового металла – малоотходная технология, обеспечивающая очень высокие прочностные характеристики и снижение веса шатунов. Возможность формирование «ломаного» разъема нижней головки шатуна повышает надежность работы шатунных вкладышей.
Для нормальной эксплуатации шатунов очень важное значение имеет точность размеров, формы и качество обработки сопрягаемых поверхностей, например, отверстий в ВГШ и нижней головки шатуна (НГШ), а также отклонения от параллельности их осей и т.п..
При работе мотора шатуны подвержены высокодинамичным знакопеременным нагрузкам, которые обуславливают действие на сопрягаемых деталях КШМ высоких удельных давлений. При отклонении от формы сопрягаемых поверхностей выше допуска или же ограниченной или недостаточной смазке (масляный насос не исправен или же неправильно подобрано по характеристикам масло)- температура в сопряжениях резко повышается, происходит естественное расширение металлов, уменьшается действующий зазор и режим «граничного» трения переходит в режим «сухого» трения. Результат – антифрикционный материал на вкладышах разрушается, наволакивается на коленчатый вал, мотор «недолго» стучит и заклинивает.
Не меньшее внимание надо уделять и качеству крепления разъема НГШ. Износы: резьбы в шатуне или болтах; центрирующих поясков на болтах; «удлинение» болтов из-за превышения момента затяжки; неперпендикулярность резьбы на шатунных болтах или гайках и т.п. – все это может создать аварийную ситуацию типа «руки дружбы». В связи с этим, перед сборкой шатунов их необходимо очень тщательно отдефектовать!
Дефектовка шатунов
Перед дефектовкой шатуны обязательно очищаются в автоматической мойке Magido L102. Шатуны разбираются, проверяется качество резьб на болтах и шатунах, состояние пазов под замки вкладышей, наличие загрязнений в масляных каналах и делается визуальный осмотр деталей на предмет наличия следов механических повреждений. Затем в специальном приспособлении (см. фото 1) с помощью динамометрического ключа производится сборка шатуна в соответствие с требованиями завода-изготовителя.
с помощью динамометрического ключа производится сборка шатуна в соответствие с требованиями завода-изготовителя
Для проверки параллельности осей ВГШ и НГШ используется специальное приспособление AZ 840 (фото2), состоящее из стойки с отшлифованной поверхностью, к которой в призмах перпендикулярно устанавливается одна из трех оправок с выдвигающейся опорой из твердого фторопласта. AZ 840 позволяет очень четко «забазировать» шатуны любых размеров для проведения тестирования. Две индикаторные головки, установленные на кронштейне с призмами, предварительно настраиваются на «ноль» и позволяют измерять с точностью ±0,01мм отклонения осей в двух взаимно перпендикулярных плоскостях, т.е. при тестировании шатуна на изгиб и кручение.
Следует отметить, что при чрезмерном износе отверстия в ВГШ использование поршневого пальца стандартного диаметра невозможно, так как люфт в сопряжении превышает допуск на отклонения осей. В таких случаях нам приходится выпрессовывать втулку и изготавливать фальшпалец для проведения корректного тестирования шатунов.
В практике было немало шатунов имеющих кривизну превышающую допуск. В таких случаях мы выбраковываем детали, т.к. у производителей современных моторов "правка" шатунов не предусмотрена в технологиях их ремонта. Естественно, у наших заказчиков возникает вопрос, а почему мы не исправляем этот дефект? Ведь предлагаются на рынке специальные механические прессы для правки шатунов. Здесь следует отметить следующее, что прессы эти были придуманы во всем мире и в СССР в том числе, для правки шатунов производства 70-х годов прошлого века, сделанных из достаточно «пластичных» сталей. Кроме того, всегда нужно помнить при правке какой-либо детали, в том числе коленчатого вала, что практически все металлы помнят свою «историю нагружения», поэтому «обратная» деформация под статической нагрузкой при правке на прессе может привести к неравномерному износу деталей цилиндро-поршневой группы в дальнейшей эксплуатации из-за проявления снова - непараллельности осей ВГШ и НГШ. Поэтому мы считаем вопрос о правке шатуна спорным и мы не хотим создавать проблем для заказчика в будущем и делаем все согласно рекомендациям заводов-изготовителей двигателей.
Для проведения этой операции мы используем ручной пресс 10 тонн с комплектом оснастки, которую мы сами изготовили. Основной задачей при выполнении выпрессовки и запрессовки втулок является приложение нагрузки строго по оси втулки. Для успешного решения этой проблемы мы обеспечиваем четкую фиксацию шатуна на опорной плите с «разгрузкой» ВГШ и НГШ от воздействия плунжера, а также перпендикулярность оси штока гидроцилиндра к плите.
Для обеспечения 100% ресурса восстановленных деталей мы используем оригинальные запасные части
Процесс запрессовки втулок в ВГШ происходит быстро с использованием другой оснастки
Важно отметить, что при установке новых втулок необходимо очень тщательно их выставить относительно шатуна, чтобы обеспечить нормальные условия для подачи масла, например, в зону поршневого пальца.
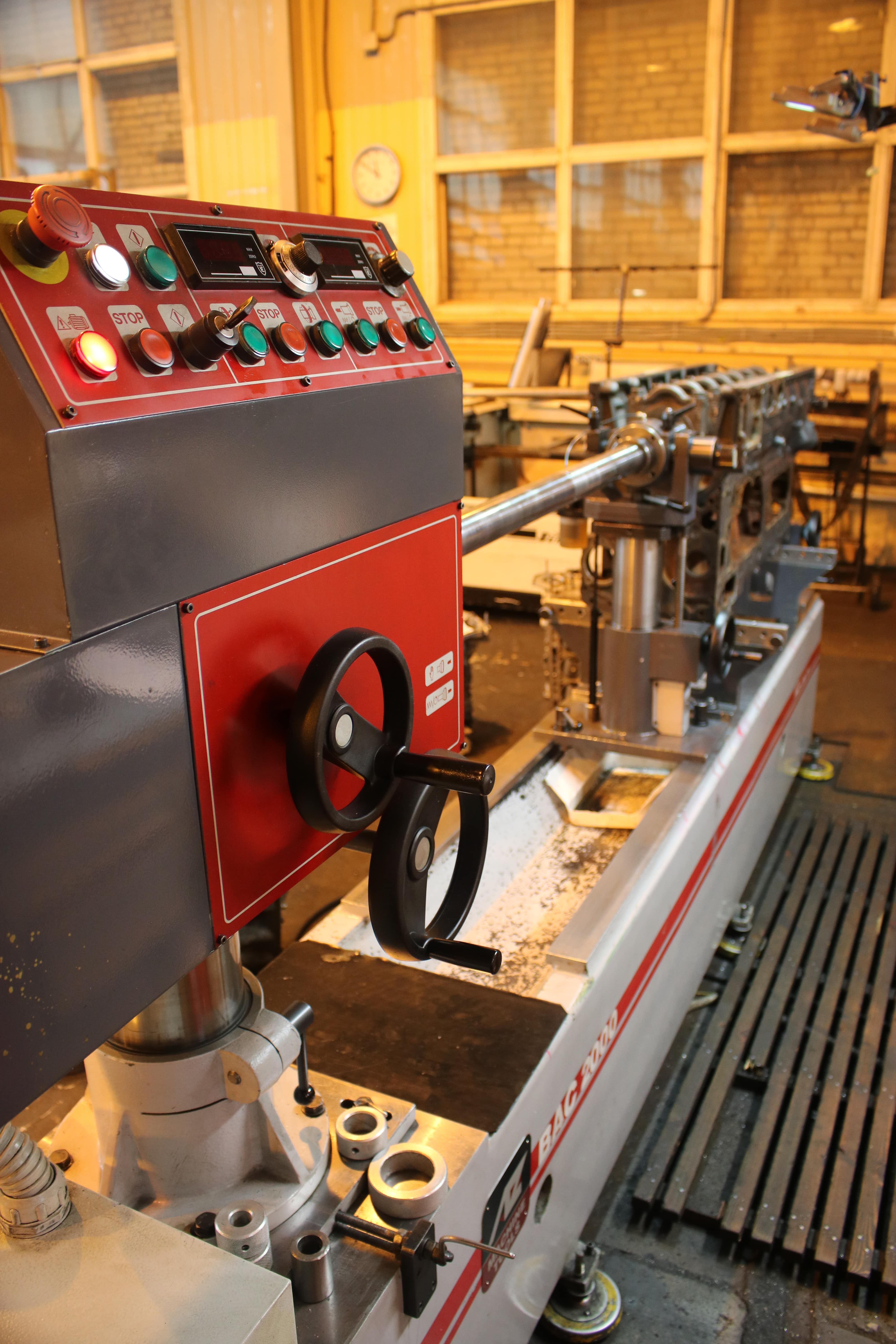
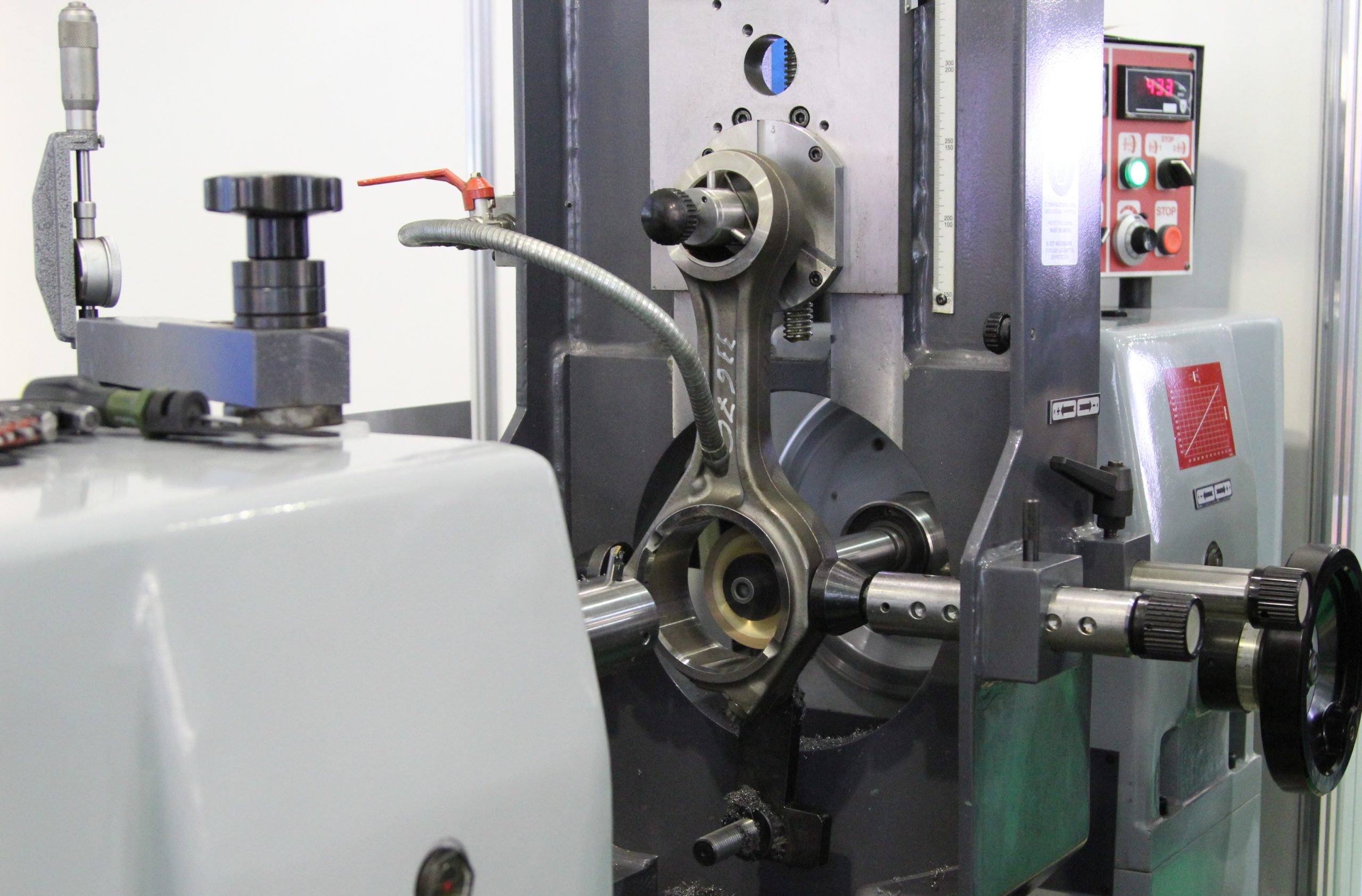
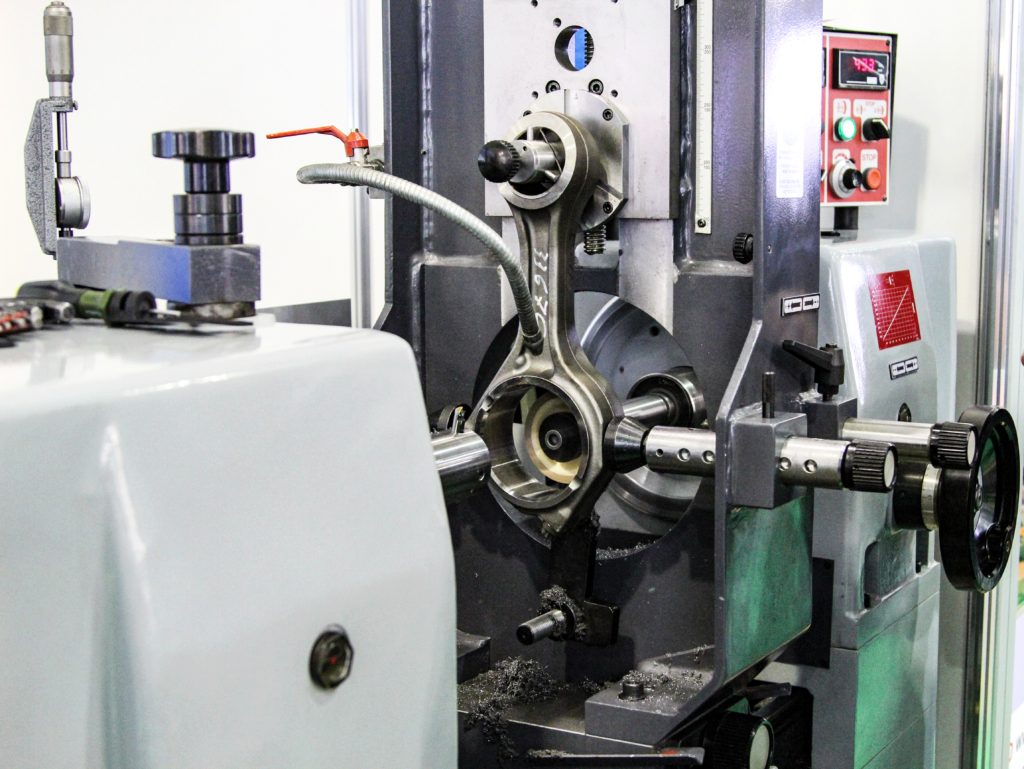
Для обработки отверстий в разных компаниях используются расточные станки, в том числе и специальные. Первое время мы использовали для решения этой задачи швейцарскую координатно-расточную машину Henri Hauser AG, которая позволяла обрабатывать шатуны с точностью до 0,01мм. В 2012 г. в станочном парке нашей компании появилась специальная машина BERCO AB651VS, которая позволяет обрабатывать отверстия в любых шатунах в диапозоне диаметров 13-150 мм и с межцентровым расстоянием между отверстиями от 55-650 мм.
Координатно-расточной станок Henri Hauser AG
Отличие этой модели от других зарубежных аналогов является наличие привода с электронным управлением, который обеспечивает плавное изменение частоты вращения шпинделя. Последнее обстоятельство крайне важно для обеспечения требуемой чистоты поверхности за счет бесступенчатого подбора режима резания.Следует иметь ввиду, что как при обработке антифрикционного слоя подшипника (сталебронзовые втулки) с толщиной слоя 0,3….0,5мм необходимо использовать резец с очень острой кромкой. На станке Henri Hauser AG с механическим приводом выбор режимов резания был все-таки ограничен и в результате чистота поверхности была несколько хуже, что, естественно, увеличивало время на выполнение следующей операции - финишное хонингование отверстия ВГШ. Кроме того, следует отметить, что если время цикла обработки одного шатуна на универсальном координатно расточном станке составляет примерно 10-15 мин, то на специальном станке цикл обработки проходит в 2-2.5 раза быстрее.
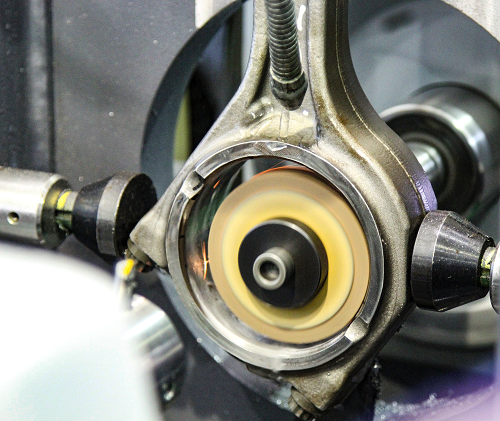
Фиксация, например, ВГШ производится с помощью плунжеров , которые зажимают головку и исключают возможность её перемещений при обработке отверстия. Установка межцентрового расстояния, базировка шатуна на станке BERCO AB651VS производится легко и четко.
До обработки ВГШ производится её крепление с помощью зажимов
После предварительного центрирования шпинделя относительно втулки в шатуне с помощью конусов, производится окончательная юстировка оси с использованием специального центроискателя с индикаторной головкой и по его окончании производится контрольные измерения диаметра отверстия с помощью нутромера с точностью +0,001мм. Расточка нижней головки шатуна производится по аналогичной технологии.
Хонингование отверстий в шатунах
Расточка цилиндров позволяет обеспечить точность обработки до 0,01мм, а на современных моторах уже действуют требования производить обработку в допуске 0,003мм. Выполнение этой задачи возможно только с использованием технологии хонингования.
Станок Sunnen LBB 1660 (США) является очень популярным в России и зарекомендовал себя как очень точный, удобный и неприхотливый в эксплуатации станок. Наш станок Sunnen LBB 1660 оснащен большим набором инструментальной оснастки, позволяющий решать все вопросы по хонингованию отверстий в шатунах двигателей автотракторной техники.
Кроме того, дополнительная опция в виде специального нутромера обеспечивает оперативный контроль отверстий с точностью до 0,0025мм.
В процессе хонингования оператор управляет усилием раздвижения брусков с помощью педали, а величина съема металла контролируется по индикаторной головке. Для равномерного съема металла со втулки шатун перемещается возвратно-поступательно параллельно оси шпинделя. Основной задачей финишного хонингования является обеспечение идеальной чистоты поверхности и формы отверстия с отклонением величины диаметра отверстия в пределах 3 микрон.
По завершении хонингования и проведения контрольных измерений шатуны поступают на участок мойки, а затем производится их консервация «легкими» смазками и детали поступают на склад готовой продукции.
Участок по ремонту шатунов в сервисно-техническом центре Мотортехнология
В сервисно-техническом центре компании Мотортехнология Вы можете получить более подробную информацию по ремонту шатунов или отдать шатуны в ремонт.
* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.



Все работы в нашем сервисно-техническом центре производятся профессиональными специалистами на высококачественном современном станочном оборудовании. Высочайшая квалификация сотрудников сервисно-технического центра, позволяет выполнять даже самые сложные и нестандартные работы с гарантией качества.