Активированная дуговая металлизация (АДМ)
- Строгое соблюдение сроков
- Качественный результат
- Высокий уровень сервиса

Активированная дуговая металлизация (АДМ) в Москве
Необходима активированная дуговая металлизация? С радостью поможем! Большой опыт, передовое оборудование и профессионализм персонала позволяет выполнить все необходимые работы в короткие сроки и по низкой стоимости. Обращайтесь!
Активированная дуговая металлизация (АДМ)
")
Нанесение покрытия методом активированной дуговой металлизацией

Металлизатор (ручной аппарат для активированной дуговой металлиза-ции) (АДМ)
 (АДМ)")
Элемент пластикового корпуса до и после напыления цинком Керамическая плитка с покрытиями из различных металлов


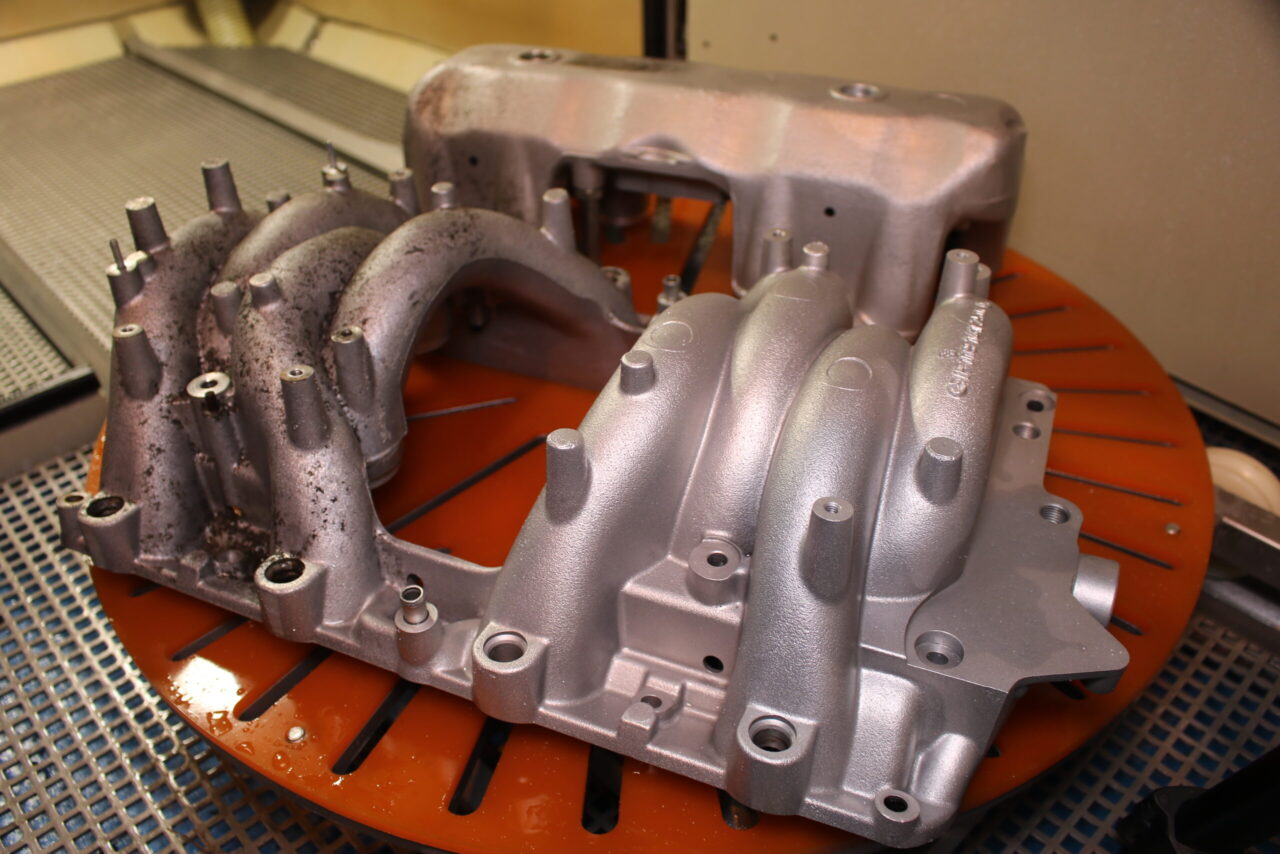
Нанесение металлических покрытий на керамику и полимеры;

Нанесение хромсодержащих покрытий (взамен гальванического хромирования быстроизнашивающихся деталей узлов трения, работающих в условиях агрессивных сред

Восстановление поворотных кулаков автомобилей и спец техники

Восстановленные поворотные кулаки

Восстановление посадочных мест под подшипники качения в редукторе автомобилей и спец. техники;

Восстановление посадочных мест в корпусах;

Детали подвижных сопряжений типа вал-втулка (антифрикционные покрытия бронза, латунь)


Закладные, резьбовые детали (цинкование);

Изготовление и восстановление подшипников скольжения


Металлизация вала
Восстановление валов всех типов, работающих в условия безударных нагрузок и при давлении менее 1000 Бар;


до ремонта после ремонта

Восстановление посадочных мест под сальник на валах (после ремонта)




до ремонта после ремонта
Восстановление посадочных мест на валах;



Первичный вал КПП до ремонта после ремонта
Восстановление опорных поверхностей первичного вала КПП



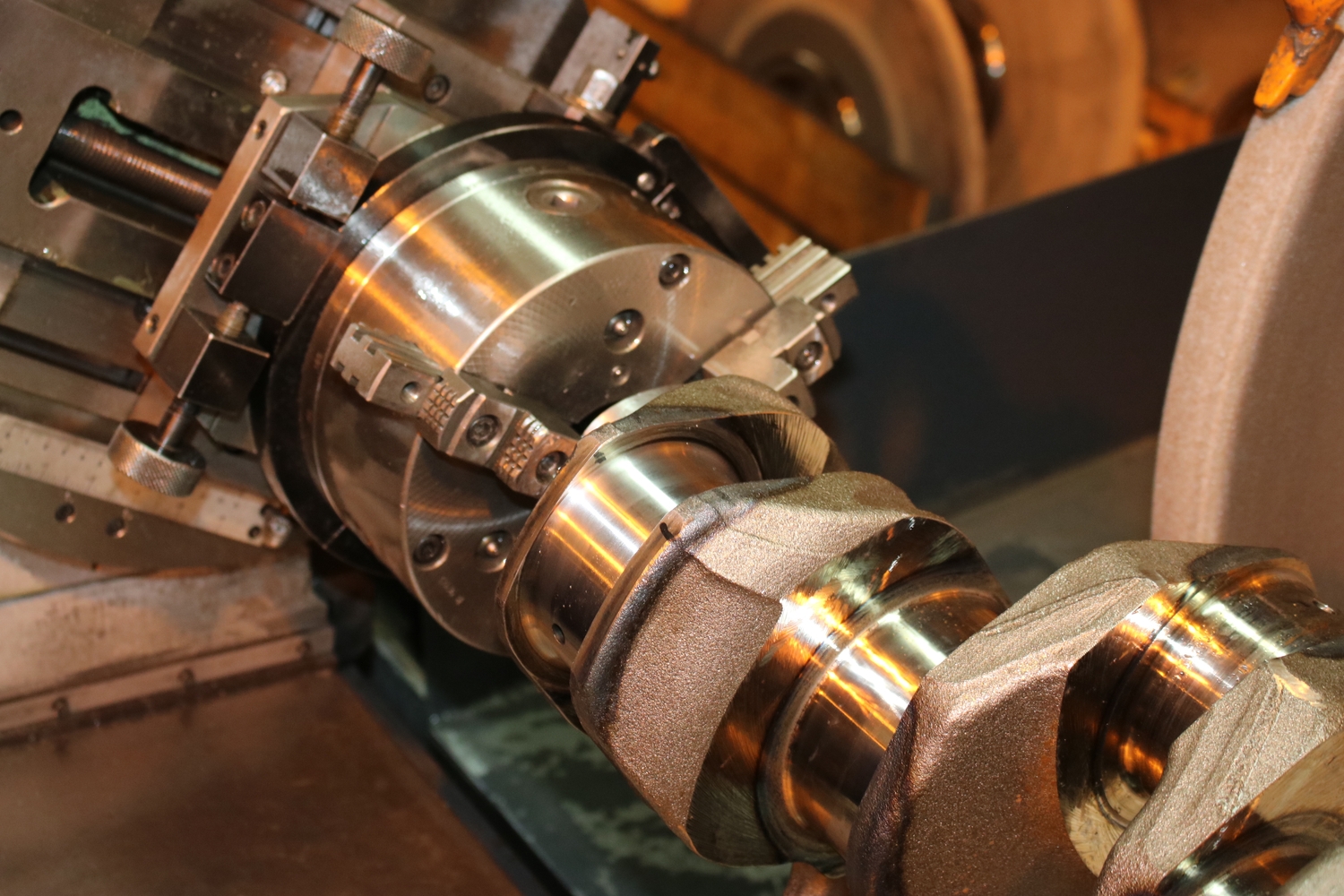
Диагностика шеек КВ на трещины методом электромагнитной дефектоскопии

Дробеструйная обработка коленвала

Подготовка коленвала к металлизации

Металлизация шейки коленвала

Промежуточный замер температуры коленвала

Шейка коленвала после металлизации



Проверка твердости и контрольный шлиф опытной шейки коленвала после металлизации
Восстановление опорных шеек распредвалов

Шлифовка опорной шейки распредвала ЯМЗ-534 после металлизации

Опорная шейка расредвала после шлифовки и полировки

Промер твердости шейки после металлизации
Все работы в нашем сервисно-техническом центре производятся профессиональными специалистами на высококачественном современном станочном оборудовании. Высочайшая квалификация сотрудников сервисно-технического центра, позволяет выполнять даже самые сложные и нестандартные работы с гарантией качества.