Гильзовка блока цилиндров двигателя в Москве
- Строгое соблюдение сроков
- Качественный результат
- Высокий уровень сервиса
Услуги гильзовки блока цилиндров двигателя
Ремонт блока цилиндров с заменой, установкой гильз выполняется автосервисом на стационарном оборудовании. Примерную цену на гильзование L-, V-цилиндровых двигателей можно определить по данным таблицы.
Требования к гильзовке цилиндров двигателя
Гильзовка цилиндров двигателя – это ремонтное действие по восстановлению его рабочего состояния. Капремонт двигателей (ДВС) включает в себя и гильзовку блока цилиндров (БЦ) –операцию, обратную расточке полостей для поршневой группы деталей. Установкой трубчатой детали, называемой гильзой, компенсируется образовавшийся в процессе работы мотора зазор между поршнем и цилиндрической поверхностью: внутренняя сторона вставки выполняет функции стенок цилиндра. В зависимости от расположения отверстий в БЦ двигатели бывают рядными L- и V-образными, а сами блоки – чугунными, алюминиевыми. ДВС любого типа ремонтируют в техцентре по ремонту и диагностике «Мотортехнология» (г. Москва).

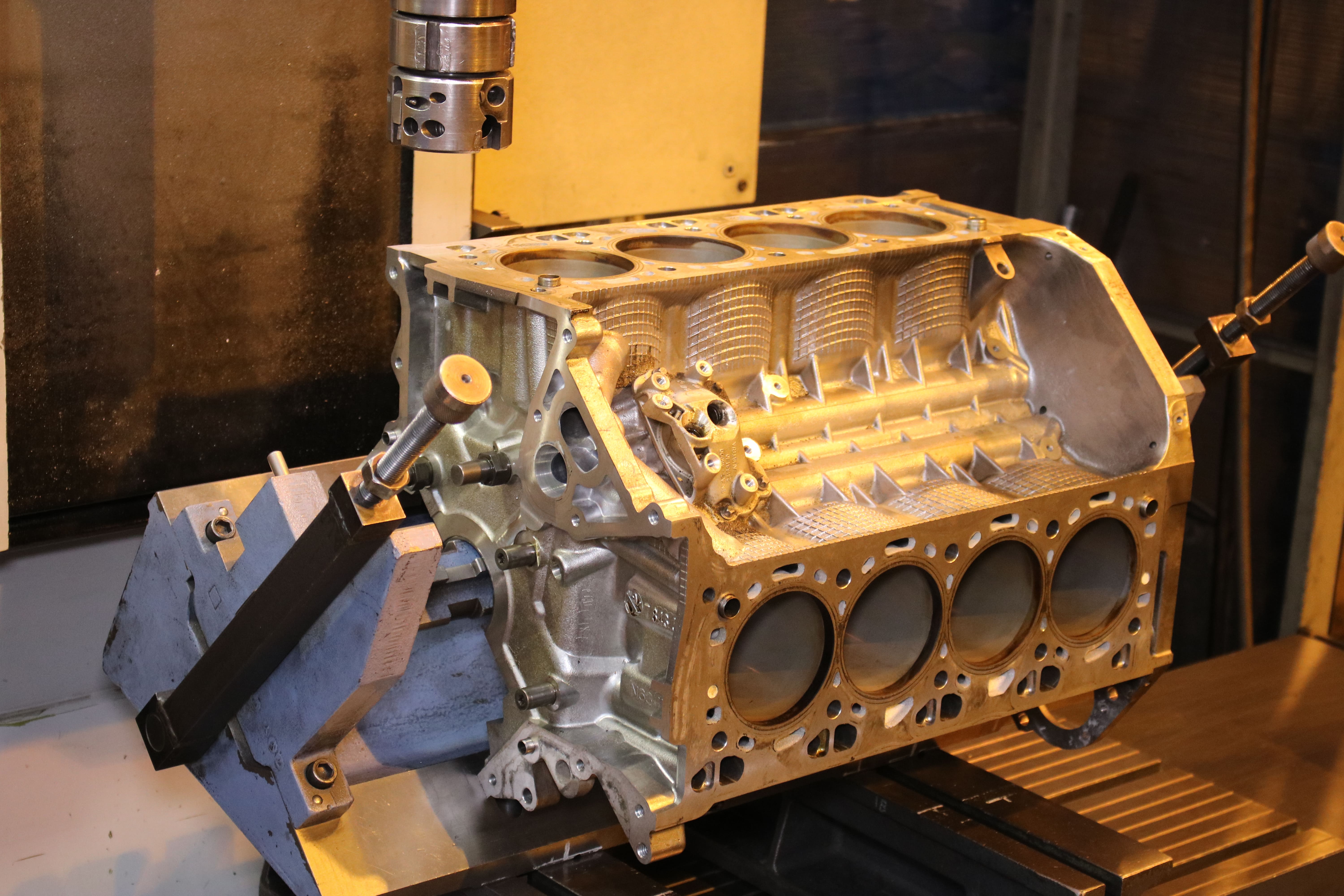
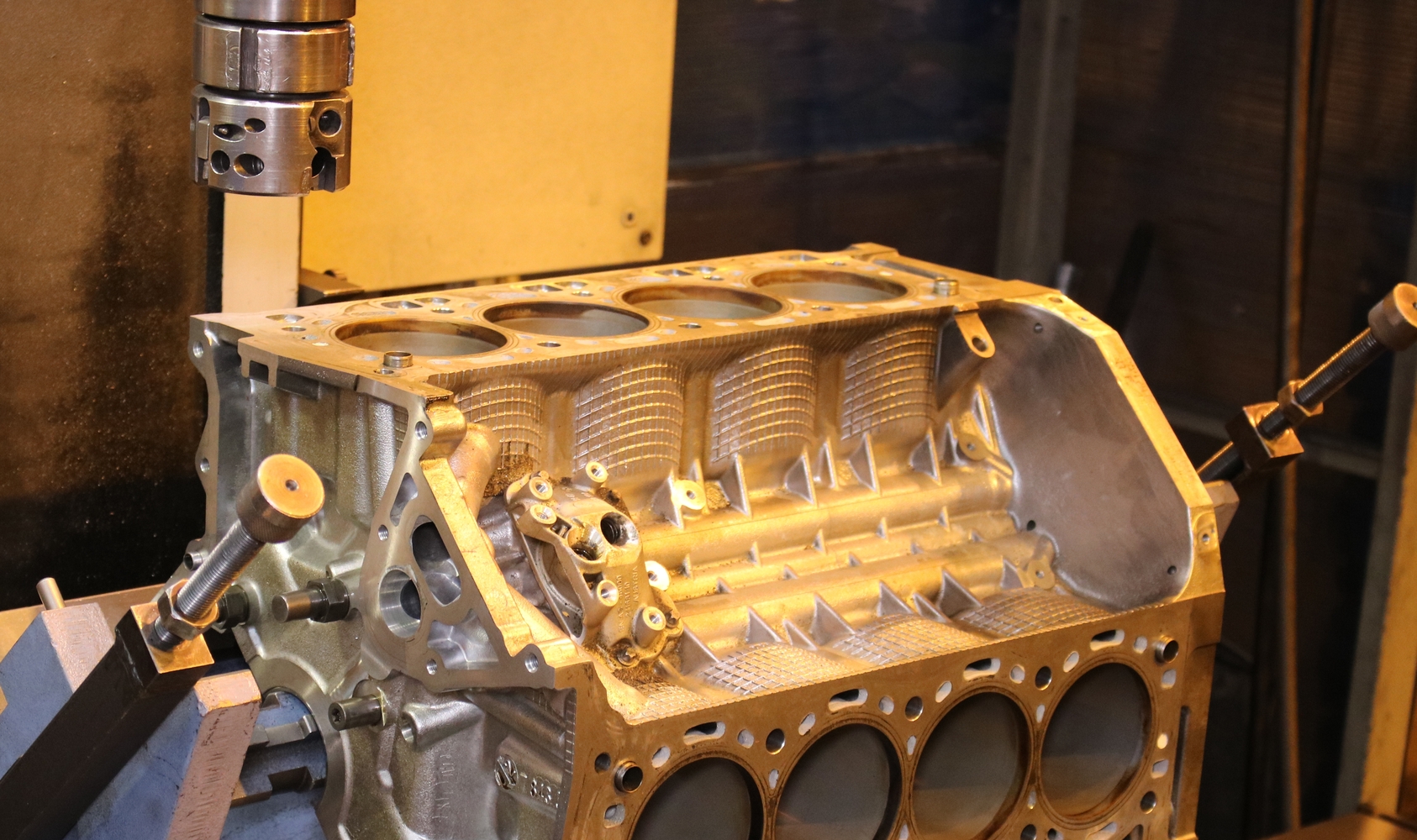
Вставки под гильзы Komatsu 6D155
Причины износа цилиндров и применение гильз ДВС
Конструкция БЦ может быть гильзованной уже с завода, тогда изношенная деталь во время капремонта просто заменяется новой, или без оснащения блока съемными вставками поверх защищаемых гильзами стенок цилиндров. Дефекты на зеркальных поверхностях контакта с поршневыми кольцами возникают как по причине естественного износа, так и в связи с нарушениями заводских регламентов, например:
заправка топливом низкого качества;
езда с недостаточным уровнем или на не соответствующем стандартам моторном масле;
несоблюдение температурного режима двигателей;
попадание в камеру сгорания инородных предметов.
Задиры, царапины и овальность в цилиндрах убирают расточкой, если конструктив БЦ предусматривает замену базовых поршней на иные с ремонтными размерами. В противном случае восстанавливают блок способом гильзования. К установке гильз прибегают и тогда, когда возможности увеличения диаметра отверстий в БЦ до максимального ремонтного размера уже исчерпаны. Гильзуют блок цилиндров и при обнаружении в его стенках глубоких трещин, неустранимых с помощью расточки.
Изготавливаются гильзы в 2 исполнениях: сухими – без контакта с охлаждающей жидкостью, мокрыми – омываемыми антифризом. Они бывают чугунными в блоках цилиндров из чугуна, алюминиевыми, если БЦ из алюминия, стальными – для двигателей большой мощности. Внутри вставки располагается поршень. Требования ко всем типам гильз одинаковые: механическая, коррозионная и температурная стойкость, точное соответствие заданным параметрам по форме и размерам – конусность и эллипсность ≤0,02 мм, разница в толщине стенок ≤10 мкм. Класс шероховатости поверхности гильз – от 8-го для посадки в гнездо до 10-го – для трущихся деталей.
Как происходит гильзовка цилиндров
Первоначально происходит дефектовка блока цилиндров, оценка соответствия текущих параметров с заводскими. В случае обнаружения несоответствия принимается решение о ремонте.
Существует два основных типа гильз, мокрые и сухие. Принципиальное отличие в методе установки и ее герметизации.
Сухая гильза представляет из себя втулку из чугуна, устанавливаемую в подготовленный цилиндр определенным методом.
Такая операция требует:
- высокой квалификации расточника;
- использования специализированного оборудования;
- высокоточной обработки гильзы.
Процесс установки мокрой гильзы проще, так как в процессе замены не требуется подготовка цилиндра.
Как проводится гильзовка блока цилиндров мотора
Восстановление рабочего состояния БЦ по такой технологии применимо для любого мотора. Независимо от того, алюминиевые это блоки или чугунные, гильзованные или негильзованные, до начала капремонта проводится их обследование на предмет применимости способа замены или установки гильз. При диагностике диаметр посадочного гнезда замеряют с помощью нутромера.
Для гильзованного блока цилиндров подойдёт просто установка ремонтной вставки взамен дефектной, для негильзованного БЦ нужен более сложный ремонт, например, горячая гильзовка. Последовательность операций:
Расточка цилиндров для дальнейшего монтажа втулок. Важно обеспечить правильность формы, точность размеров посадочного гнезда вставки.
Нагрев блока цилиндров (до 100–150°С), заморозка вставки сжиженным азотом (-188°С) с обработкой её средством против конденсата.
Помещение гильзовой втулки в посадочное гнездо вручную.
Постановка блока цилиндров на спецстанок для расточки гильз. Растачиваются вставки с припуском на последующую хонинговку.
Шлифовка поверхностей, промывка цилиндров от стружки.
Такой способ пригоден для чугунных блоков. Бывает, что алюминиевые блоки расточке не подлежат, тогда гильзовка выполняется так: гильзы в цилиндры вставляют методом запрессовки.




Гильзовка цилиндров двигателей помимо спецоборудования требует высокой квалификации специалистов, опыта его работы по ремонту БЦ. Мастера техцентра «Мотортехнология» качественно и в установленный срок обследуют, отремонтируют с перегильзовкой любые блоки цилиндров, обеспечив продление рабочего ресурса двигателей при эксплуатации. Высочайшая квалификация сотрудников сервисно-технического центра, позволяет выполнять даже самые сложные и нестандартные работы с гарантией качества.